

批量加工最头痛的事情就是装夹,一套设计优秀的夹具可以让加工效率提高数倍甚至数十倍,特别是小件的东西。最早加工模具类产品都是夹块+螺丝,然后懒了一些就用502
那么一开始使用真空吸盘最早也还不是手机行业,其实是眼镜行业和亚克力发饰制造,大规模运用在手机行业,也还是等到苹果手机前面板整块玻璃主导市场以后的事情。
CNC真空吸盘的应用领域

真空吸盘的工作原理
工装夹具设计离不开两个原理:定位和夹紧。CNC真空吸盘也不例外,它是靠大气压这个压力来压紧工件,靠对工件的摩擦来定位的。现在真空吸盘已经是非常成熟的产品,更有厂家利用铸造或者注塑的技术来造真空吸盘了,但是由于脱离实际需要,这些真空吸盘的性能很差,本人结合自己多年应用真空吸盘的经验,挑选具有代表性的真空吸盘的应用案例分享给大家。
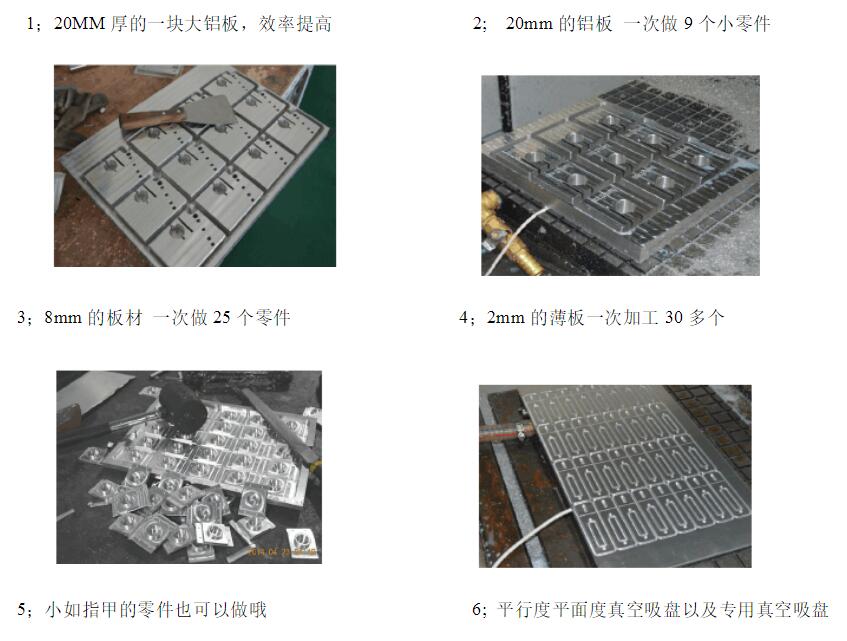
真空吸盘的应用案例
常用的真空度单位有Pa、Kpa、Mpa、大气压、公斤(Kgf/cm2)、mmHg、mbar、bar、PSI等。近似换算关系如下:
1MPa=1000KPa
1KPa=1000Pa
1大气压=100KPa=0.1MPa
1大气压=1公斤(Kgf/cm2)=760mmHg
1大气压=14.5PSI
1KPa=10mbar
在理想真空状态下每平方厘米所受的压强
可知
工作中的零件受力情况
真空压力的吸附力与吸附物和吸盘的吸附面的摩擦力即为维持物体的力(吸附力)
F=μ×0.1×A×P
F:理论压强(N) μ:摩擦系数
A:吸盘的吸附面积(cm2) P:真空压力(-kPa)
摩擦力根据吸附物,吸盘的材质,吸盘的设计,吸附物的表面的粗糙程度等会有很大变化,市场上的真空吸盘技术含量参差不齐,经常会出现零件漏气废掉。
刀具切削力的计算
我们在这里不研究高等难算的数学,只要切削力远小于工件的压紧力,工件不会动就可以了。
1; 刀具转速越高切削力越小
(在机床允许的情况下尽量用高转速)
2;切深越小 切削力越小
(用切小深 高进给来弥补效率)
3;刀具越小切削力越小
(直径越小 扭矩越小 工件受力越小)
4,刀具越锋利 切削力越小
关注北斗星公众号,可获得更多实用教程
学习专业浮雕圆雕技术,请咨询:
曾老师13829252641(微信号同)QQ76027827
刘老师18681126526(微信号L18681126526)QQ83079652

